 Skip to content
Skip to content 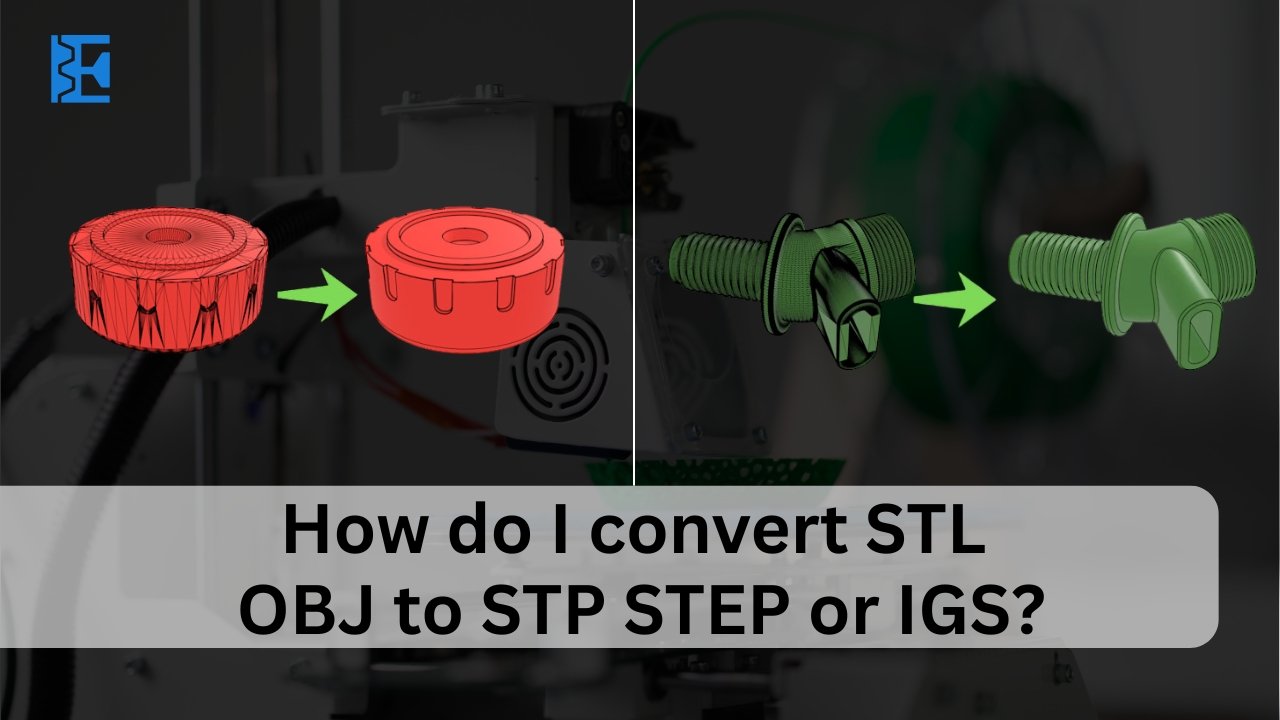
Meta Description : Des étapes claires et pratiques pour convertir des maillages STL ou OBJ en solides STEP ou IGES, avec des flux de travail, des contrôles d'assurance qualité, des coûts et des conseils pour les fabricants américains.
Si vous travaillez avec des prototypes ou des pièces de production, vous vous demandez peut-être Comment convertir STL OBJ en STP STEP ou IGS ? sans perdre de précision ni de temps. Ce guide explique la signification de chaque format, quand remodeler ou faire de la rétro-ingénierie, et comment valider les résultats pour que les équipes de CAM, d'inspection et de sourcing puissent faire confiance aux données. Vous y trouverez des flux de travail étape par étape, des contrôles de qualité, des coûts et des conseils pratiques pour les acheteurs américains, ainsi qu'une option d'engagement. Moule d'élite lorsque les délais sont serrés.
Maillage et CAO en termes simples
Avant d'énumérer les différences, rappelons que les maillages décrivent des surfaces à l'aide de triangles, tandis que les modèles CAO stockent des surfaces et des arêtes précises utilisées pour la fabrication et l'inspection.
- STL et OBJ sont mailles qui représentent des formes à l'aide de triangles et de couleurs ou d'UV facultatifs ; ils ne disposent pas de cylindres analytiques, de plans et d'un historique des caractéristiques.
- STEP (.stp, .step) et IGES (.igs, .iges) sont B-rep CAD qui codent les surfaces analytiques, les arêtes, les tolérances et la structure de l'assemblage pour l'ingénierie en aval.
Pourquoi cette différence est-elle importante ? Les dessins de FAO, de GD&T et de tolérance exigent une géométrie analytique. Le travail consiste à convertir la soupe de triangles en faces B-rep propres, et non pas simplement à changer l'extension d'un fichier.
Aperçu des avantages de la fusion multijet pour le contexte
La compréhension des avantages permet d'adapter le processus aux besoins de l'entreprise, en particulier lorsqu'il s'agit de trouver un équilibre entre la vitesse, la résistance et les options de finition pour les prototypes, les montages ou les programmes de production en petite série.
- Aucune structure de support n'est nécessaire car la poudre soutient les pièces, ce qui simplifie la CAO et le post-traitement.
- Les propriétés mécaniques sont presque isotropes, ce qui favorise un fonctionnement cohérent dans toutes les orientations.
- Les constructions par lots se terminent rapidement, ce qui les rend adaptées à la production de ponts et d'assemblages fonctionnels.
Comment convertir un STL OBJ en STP, STEP ou IGS ?
Utilisez ce guide lorsque vous décidez d'une approche, car votre calendrier, votre processus et vos objectifs de précision doivent déterminer si vous remodelerez des éléments, ajusterez des surfaces ou exporterez des tesselles.
- Pièces prismatiques simples : Remodeler à partir des dimensions : le chemin le plus rapide vers une CAO propre et paramétrique.
- Complexité moyenne avec des surfaces lisses : Utilisez l'ajustement automatique et la piqûre de patch pour créer NURBSpuis un solide.
- Formes organiques : Rétroconception des surfaces ou exportation de STEP tessellés si la FAO accepte les triangles.
Les méthodes de base en un coup d'œil
Les trois méthodes ci-dessous reflètent les réalités courantes des projets, en équilibrant le coût, la modifiabilité et la précision afin que vous puissiez fournir des données aux équipes d'usinage, de moulage ou d'impression en toute fiabilité.
- Directement vers le STEP tesselé : Importation du maillage, conversion en corps tesselé, exportation STEP ; rapide pour le devis ou la visualisation.
- Remodelage basé sur les caractéristiques : Reconstruire avec des croquis et des caractéristiques ; c'est la meilleure solution pour l'usinage et les modifications futures.
- Rétro-ingénierie avec des surfaces : Segmenter la maille, ajuster les plans/cylindres/patchs de forme libre, coudre pour obtenir un B-rep étanche.
Règles dimensionnelles de base
Utilisez ces chiffres de base comme point de départ, puis affinez-les en fonction des commentaires des fournisseurs et de la taille des pièces, afin que vos attentes correspondent à la capacité de la machine et aux résultats de l'inspection.
- Tolérance XY : ±0,2 mm jusqu'à 100 mm de longueur, puis ±0,2% de la dimension.
- Tolérance Z : Comparable à XY ; attention aux traits hauts et fins pour les erreurs cumulatives.
- Hauteur et trait minimum du texte : Environ 0,5 mm de hauteur et 0,3 mm de course pour la lisibilité.
- Taille minimale de l'élément pour le gaufrage/débaufrage : Environ 0,3-0,4 mm dans de nombreux flux de travail.
Au-delà des tolérances de base, des tolérances pratiques permettent aux assemblages de se déplacer sans ajustement manuel ; les points ci-dessous traitent du comportement des trous courants et des stratégies pour les filetages et les ajustements serrés.
- L'impression des trous est légèrement sous-dimensionnée : Modéliser un jeu supplémentaire ou prévoir d'aléser les alésages critiques.
- Fils : Imprimer M6 et plus ; tarauder ou utiliser des inserts thermodurcissables pour les tailles plus petites.
- La presse s'en mêle : Modèle 0,05-0,10 mm d'interférence et température d'installation de contrôle.
Épaisseur de paroi et dimensions des éléments recommandées
Ces dimensions reflètent les pratiques courantes dans les flux de conversion et de fabrication, vous donnant des valeurs qui s'impriment de manière fiable tout en laissant de la place pour la finition et l'usinage si nécessaire.
- Mur minimum : ~0,8 mm pour les éléments non structurels.
- Mur préféré : 1,2-2,0 mm pour les boîtiers et les supports porteurs.
- Côtes : 60-80% du mur adjacent ; respecter un rapport hauteur/épaisseur ≤ 8:1.
- Charnières vivantes : Environ 0,3 mm en PA 11, orienté dans le plan XY.
- Bosses : Diamètre ≥ 2× le diamètre principal de la vis ; ajouter des filets de base généreux.
Orientation de la construction et stratégie d'imbrication
L'orientation influence les résultats de mesure, l'aspect cosmétique et la durée du cycle, même dans le cas de procédés isotropes. Les conseils ci-dessous vous aident à protéger les faces critiques tout en facilitant l'imbrication et le dépoussiérage.
- Mettre faces d'accouplement critiques en XY afin de bénéficier d'une meilleure précision dans le plan.
- Garder Z hauteur basse pour réduire le temps de construction et l'accumulation de chaleur.
- Lieu surfaces cosmétiques vers l'extérieur afin que le sablage et la teinture les atteignent uniformément.
- Aligner texte parallèle au plan de construction pour que les caractères restent nets après le sablage.
Une imbrication réfléchie permet d'augmenter le nombre de pièces par construction et d'améliorer le comportement. Utilisez ces pratiques de mise en page pour améliorer le rendement, la cohérence cosmétique et l'élimination des poudres dans les assemblages complexes.
- Maintenir espacement d'au moins 2 mm entre les pièces à l'intérieur du bâtiment.
- Répartir la masse uniformément pour éviter les points chauds dans les nids denses.
- Ajouter identification des pièces gravées pour soutenir l'AQ sans autocollants susceptibles de se décoller.
Sections creuses, trous d'évacuation et élimination de la poudre
La création de volumes creux permet de réduire les matériaux et le temps, mais le succès dépend du nettoyage de la poudre ; les lignes directrices suivantes permettent de rendre les cavités internes imprimables et faciles à nettoyer de manière cohérente.
- Fournir deux trous d'évacuation ou plus de part et d'autre ; ≥ 6 mm est une valeur par défaut sûre.
- Placez un trou en haut et un autre en bas pour utiliser la gravité et le flux d'air.
- Éviter les longues cavités aveugles ; ajouter cheminées de ventilation si cela est inévitable.
- Maintenir les canaux internes ≥ 2 mm de diamètre à dégager lors du dynamitage.
Conception de la résistance avec des nervures, des filets et des treillis
Les performances structurelles s'améliorent lorsque l'on guide la rigidité à l'aide de nervures, que l'on adoucit les contraintes à l'aide de filets et que l'on gère le poids à l'aide de treillis ; les pratiques ci-dessous donnent des résultats pour l'ensemble des matériaux.
- Côtes : L'utilisation de racines filetées permet de réduire les contraintes et de maintenir la rigidité sans parois épaisses.
- Filets : Le rayon des bords extérieurs ≥ 1 mm réduit la formation de marches d'escalier ; les coins intérieurs ≥ 0,8 mm réduisent l'apparition de fissures.
- Les treillis : 15-25% La fraction de volume équilibre le poids et la rigidité ; les cellules minuscules risquent une fusion incomplète.
Liste de contrôle pour la préparation des fichiers avant la conversion
Préparer correctement le fichier permet d'éviter les pertes de temps, car les maillages défectueux se convertissent mal et obligent à des corrections ultérieures, tandis qu'une bonne organisation permet aux outils de conversion de segmenter les caractéristiques avec précision.
- Maille étanche : Pas de trous, d'arêtes non pliantes ou d'auto-intersections.
- Unités et échelle confirmées : Vérifier les pouces par rapport aux millimètres avant toute opération.
- Nombre raisonnable de triangles : Décimer de manière conservatrice les scans de grande taille afin de préserver les rayons et les trous clés.
- Orientation alignée : Définir des axes judicieux pour guider les esquisses et les caractéristiques.
- Régions ou couleurs nommées : Étiqueter les bossages et les brides pour accélérer le montage en surface.
Méthode 1 : Des flux de travail gratuits et peu coûteux qui fonctionnent
Ces étapes établissent une base de référence pour tout pipeline de conversion et vous aident à contrôler les changements, à suivre les erreurs et à maintenir des résultats reproductibles dans les différentes parties.
- Importer et inspecter le maillage ; réparer les trous, les faces retournées et les arêtes qui ne sont pas des plis.
- Simplifier avec soin en utilisant une décimation intelligente sans réduire les petits trous ou rayons.
- Détecter les primitives comme les plans, les cylindres et les cônes lorsque cela est possible.
- Surfaces d'adaptation aux primitives et aux réduire ou étendre jusqu'à ce qu'ils se rencontrent.
- Point Les surfaces de l'eau peuvent être transformées en un solide étanche à l'eau avec une tolérance appropriée.
- Exporter STEP ou IGES et vérifier les bords, les faces et l'étanchéité.
Une fois que vous avez terminé le flux de travail de base, utilisez ces suggestions pratiques pour garder la géométrie ordonnée, respecter les tolérances cibles et éviter les surprises pendant l'usinage, le moulage ou l'inspection.
- Verrouiller les gros avions plus tôt Ainsi, les cylindres et les mélanges se réfèrent à des points de référence stables.
- Création d'axes à partir des centres de trous pour stabiliser les croquis et les relations.
- Utiliser une carte des écarts pour contrôler l'erreur moyenne et maximale lors de l'ajustement.
Méthode 2 : flux de travail CAO professionnels dans les ateliers de production
Lorsque vous avez besoin d'un modèle modifiable, cette méthode paramétrique préserve l'intention de la conception, facilite les modifications et s'aligne sur les flux de travail de la FAO et de la qualité pour valider les caractéristiques critiques.
- Établir les points de référence à partir des plans du maillage pour définir l'origine et l'orientation.
- Extraire des sections et construire des croquis contraints pour les profils clés.
- Créer le solide avec des extrusions, des rotations, des coupes, des trous et des filets dans un ordre logique.
- Ajouter GD&T intention en nommant les caractéristiques et en saisissant les relations.
- Exporter STEP ou IGES avec des unités intégrées et une arborescence propre.
Pourquoi les équipes préfèrent cette solution : Vous obtenez un véritable modèle d'ingénierie qui s'édite facilement et dont les machines sont prévisibles. Les révisions futures sont plus rapides car l'intention de la conception est capturée et non devinée.
Méthode 3 : ingénierie inverse pour les pièces complexes ou organiques
Les actions suivantes vous aident à contrôler la courbure, la continuité et la fermeture tout en minimisant le temps de modélisation.
- Segmentation automatique le maillage en régions planes, cylindriques et de forme libre.
- Ajuster les patchs NURBS et renforcer la continuité de la tangence ou de la courbure si nécessaire.
- Renforcer la tolérance des points de suture progressivement jusqu'à ce que le solide se referme sans discontinuité.
- Valider avec une carte de couleurs et définir des critères de réussite avant le début du revêtement.
Les objectifs de précision et leur vérification
Se mettre d'accord sur des objectifs mesurables avant la conversion permet d'éviter les désaccords ultérieurs, car tout le monde voit les mêmes chiffres et les mêmes cartes, ce qui permet de prendre des décisions sur l'état de préparation à la production et à l'inspection.
- Fixer des objectifs numériques comme ±0,05-0,10 mm pour les pièces usinées ou ±0,10-0,25 mm pour les boîtiers moulés.
- Utiliser des cartes de déviation pour enregistrer l'erreur moyenne, l'erreur quadratique moyenne et l'erreur maximale par rapport au maillage.
- Contrôle ponctuel à l'aide d'un pied à coulisse sur les dimensions critiques indiquées sur un simple dessin.
- Documenter les hypothèses pour les filets invisibles, les ébauches ou les mélanges ajoutés pendant la modélisation.
Choix du format de fichier Une fois le travail terminé
Le choix du bon format d'échange facilite la collaboration et évite les erreurs d'importation. Utilisez les conseils ci-dessous pour faire correspondre votre modèle aux systèmes de votre partenaire.
- Utiliser STEP pour les modèles solides ; il est largement pris en charge par les outils de FAO et de PLM.
- Utiliser IGES pour les données de surface uniquement ou les flux de travail existants qui préfèrent encore cette méthode.
- Joindre un dessin PDF avec des dimensions clés pour accélérer la vérification des fournisseurs.
Tolérances, GD&T et fabricabilité après conversion
Après avoir obtenu un solide, assurez-vous qu'il sera fabriqué sans surprise en appliquant ces ajustements qui alignent la géométrie sur l'outillage, l'inspection et les bibliothèques de caractéristiques standard.
- Ajouter des angles de dépouille si vous prévoyez de faire du moulage ; convertissez les parois en treillis à courant d'air nul si nécessaire.
- Normaliser les filets à des rayons standard qui coupent proprement et polissent uniformément.
- Normaliser les trous aux tailles de perçage courantes et ajouter des lamages ou des filetages de manière appropriée.
- Déclarer les points de référence et les dimensions de base, de sorte que les flux de travail CMM et AQ sont simples.
Conclusion
Convertir des maillages en CAO fiable, c'est choisir le bon chemin pour votre géométrie et vérifier le résultat. Les pièces simples se remodèlent le plus rapidement et produisent des fichiers STEP propres et modifiables. Les formes complexes ou organiques bénéficient généralement d'une rétroconception avec un ajustement de surface et un objectif de tolérance défini soutenu par des cartes de déviation. Veillez à la cohérence des unités, réparez le maillage avant de commencer, définissez des objectifs d'inspection et documentez les hypothèses.
Pour les programmes américains qui ont besoin de rapidité et de certitude, Moule d'élite peut évaluer votre STL ou OBJ et vous renvoyer un fichier prêt à être produit. STEP ou IGES avec un rapport d'écart clair, de sorte que l'usinage, le moulage ou l'impression se poursuivent sans surprise.
FAQ
Puis-je simplement renommer l'extension de fichier de STL en STEP ?
Non. Un STEP valide doit contenir des surfaces ou des solides, et pas seulement des triangles ; vous avez besoin d'une véritable conversion géométrique.
Quelle est la meilleure solution pour les fournisseurs, STEP ou IGES ?
STEP est la valeur par défaut pour les modèles solides. IGES fonctionne pour les surfaces ou les systèmes existants qui en ont besoin.
Les outils automatiques me permettront-ils d'obtenir un modèle CAO parfait ?
Ils peuvent commencer le travail. Pour la production, il faut s'attendre à ce que les trous de maille soient remplacés par de véritables cylindres et à ce que les filets soient régularisés.
Quelle est la précision d'une conversion ?
En cas de remodelage ou de surfaçage soigneux, il est courant d'obtenir un écart de ±0,05-0,20 mm par rapport à la maille, en fonction de la qualité de la numérisation et de la taille de la pièce.
Dois-je conserver le maillage original ?
Oui. Conservez-la pour la traçabilité et pour régénérer les cartes d'écart si le modèle est modifié ultérieurement.