Skip to content
Skip to content 
Dans le monde en constante évolution des accessoires mobiles, la demande de moules d'injection pour étuis de téléphone de haute qualité est en hausse. Chez Elite Mould Tech, nous nous positionnons en tant que leaders de l'industrie, en tirant parti de notre vaste expérience et de notre technologie de pointe pour fournir un guide de conception de moule d'injection pour étui de téléphone de première qualité.
Séries iPhone et Samsung
Nos compétences en matière d'étuis de téléphone moulage par injection est vraiment remarquable. Nous avons réussi à satisfaire un large éventail de modèles, allant de l'iPhone 11 à l'iPhone 17 et du Samsung 23 au Samsung 56. Qu'il s'agisse du processus de soudure ultra-précis ou de la technique de surmoulage avancée, nous avons tout ce qu'il faut.
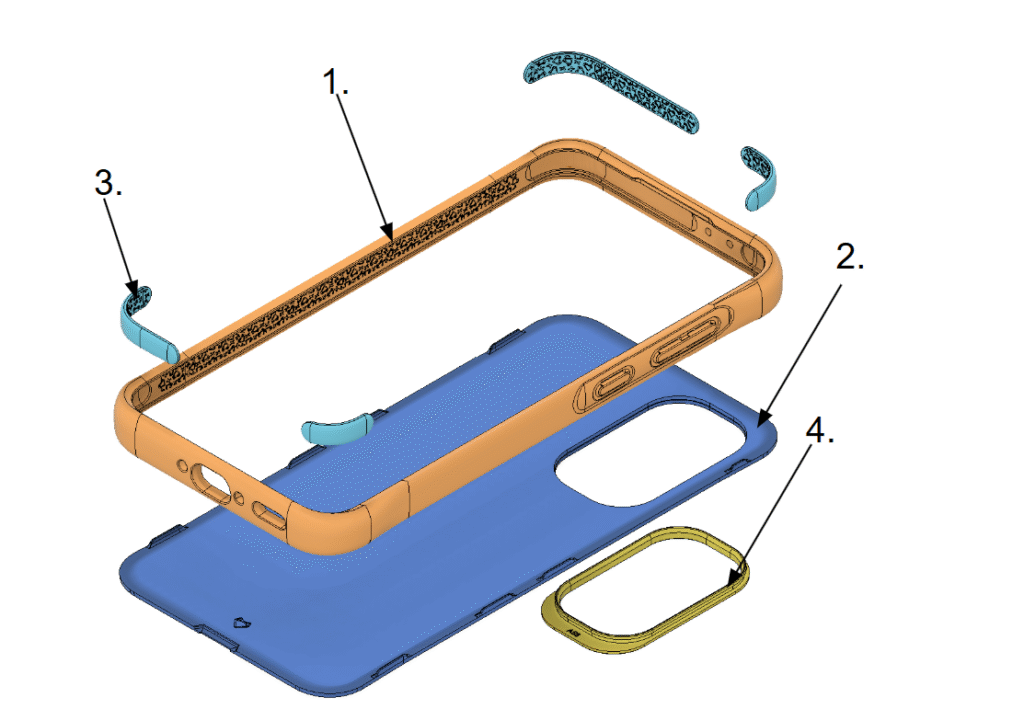
Les étuis pour téléphones portables sont fabriqués à partir de trois composants plastiques distincts, chacun jouant un rôle essentiel dans l'association parfaite de la protection et de l'esthétique.
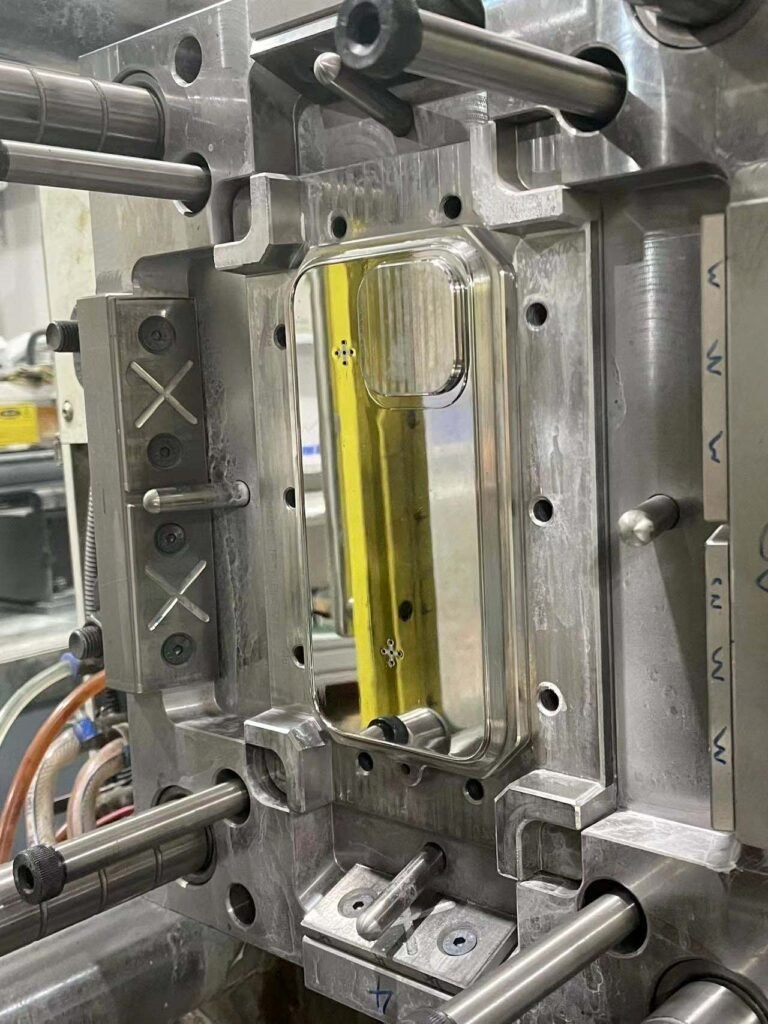
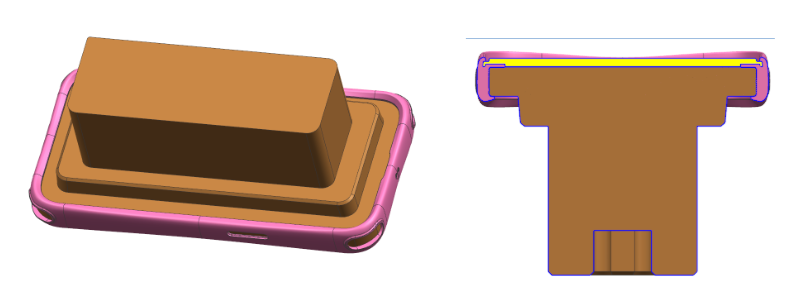
Plaque arrière transparente
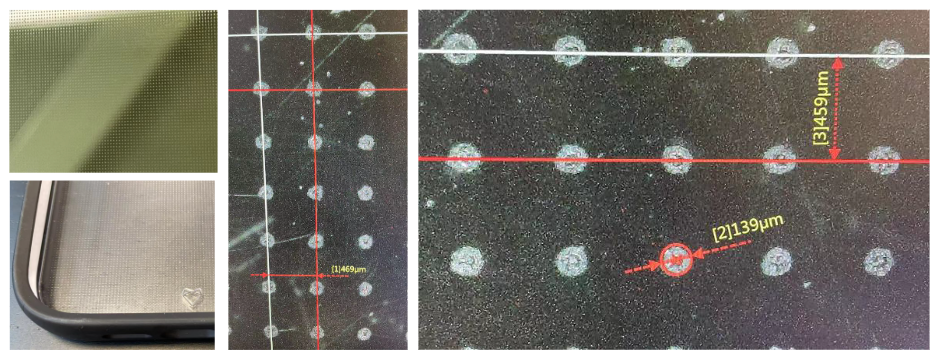
Fabriquée en PC de haute qualité, la plaque arrière transparente de 2 à 3 mm offre une clarté inégalée, mettant en valeur le design original de votre téléphone. L'excellente résistance aux chutes et à la chaleur du PC garantit que l'étui reste intact même dans des conditions difficiles, par exemple s'il est laissé dans une voiture cuite au soleil. Nous avons différentes solutions pour le matériau de la plaque arrière en PC, le PC 110 est le matériau le plus courant que nous utilisons pour le projet actuel d'étui de téléphone. D'autres fiches techniques de matériaux peuvent être consultées sur le site :
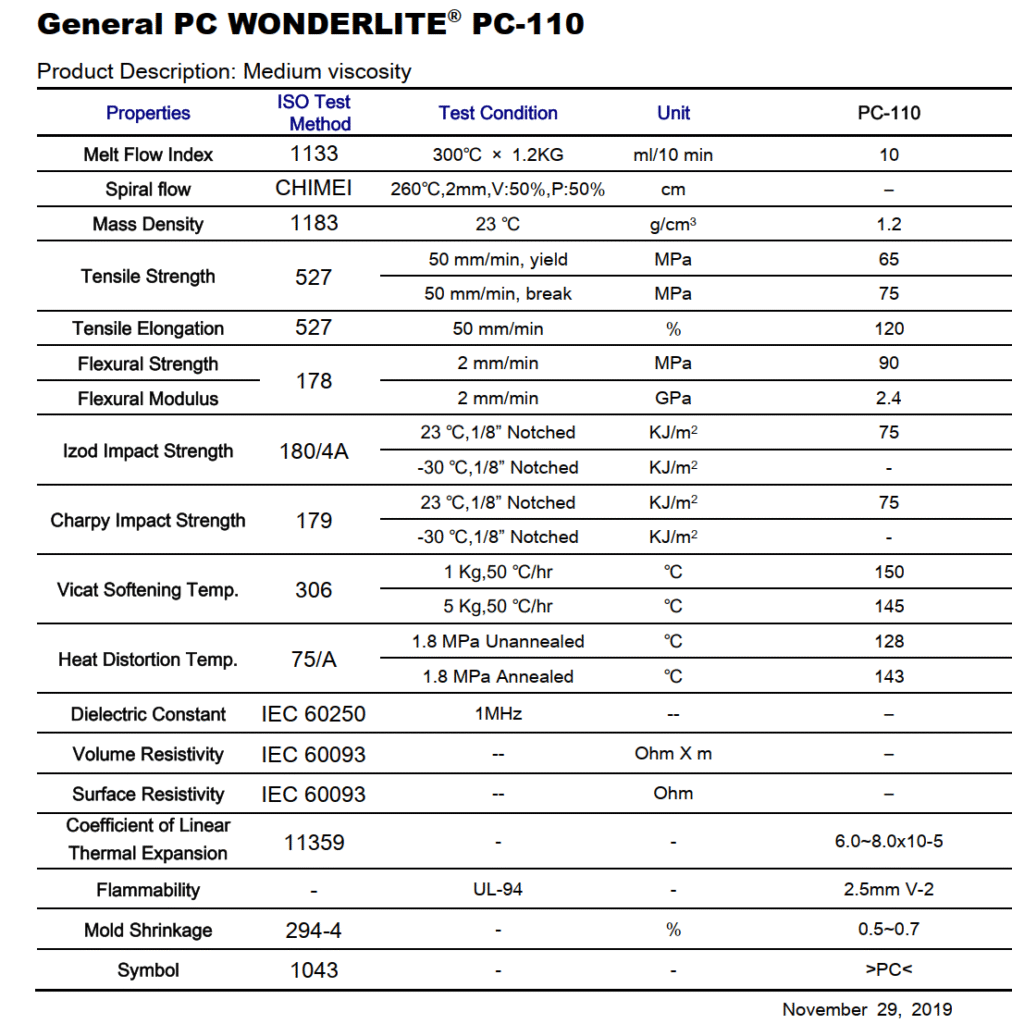
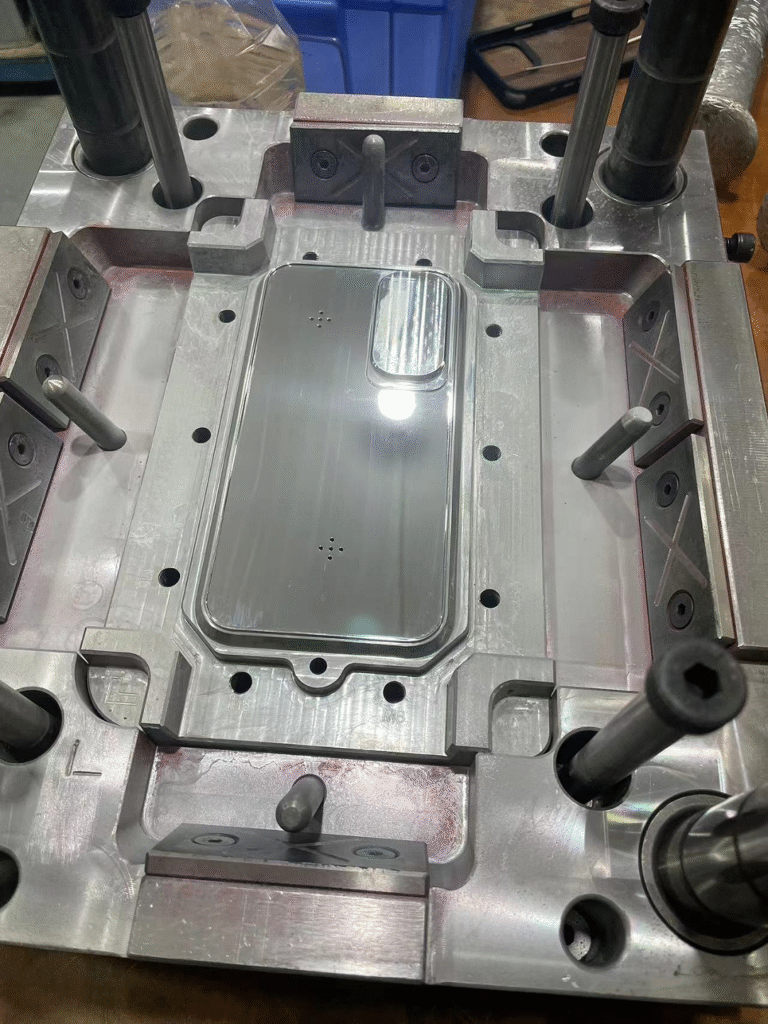
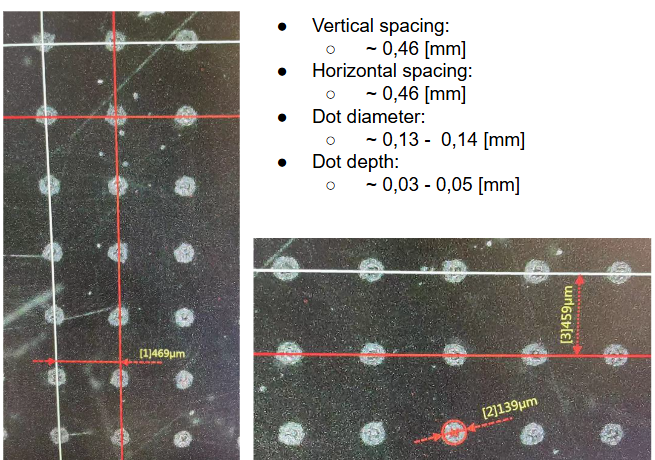
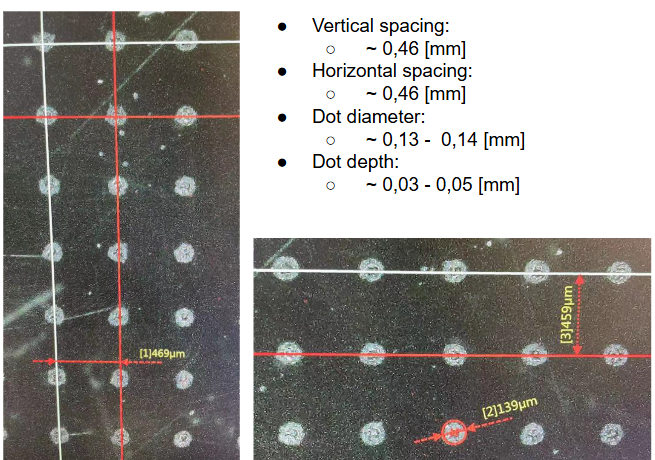
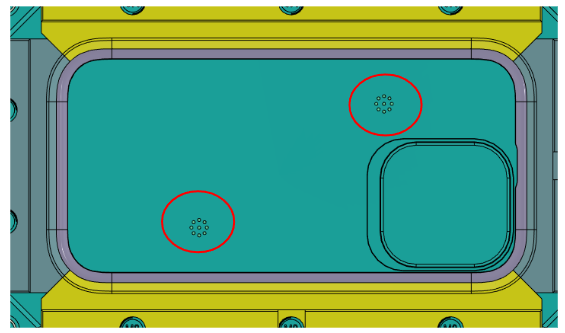
La plaque arrière est spécialement conçue pour que toutes les surfaces soient nanodotées, afin que le téléphone ne s'accroche pas à l'étui. Cela permet à l'étui de se décoller.
Le motif du nanodot doit être usiné dans l'outil selon les dimensions suivantes ! Les dimensions approximatives suivantes sont données à titre indicatif !
- Espacement vertical : ~0,46 mm
- Espacement horizontal : ~0,46 mm
- Diamètre du point : ~0,13-0,14 mm
- Profondeur des points : ~0,03-0,05 mm
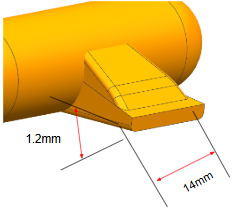
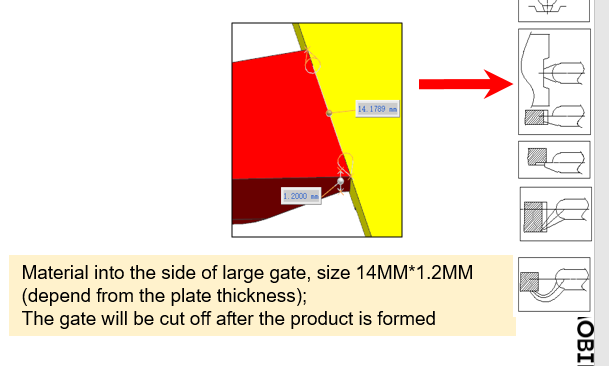
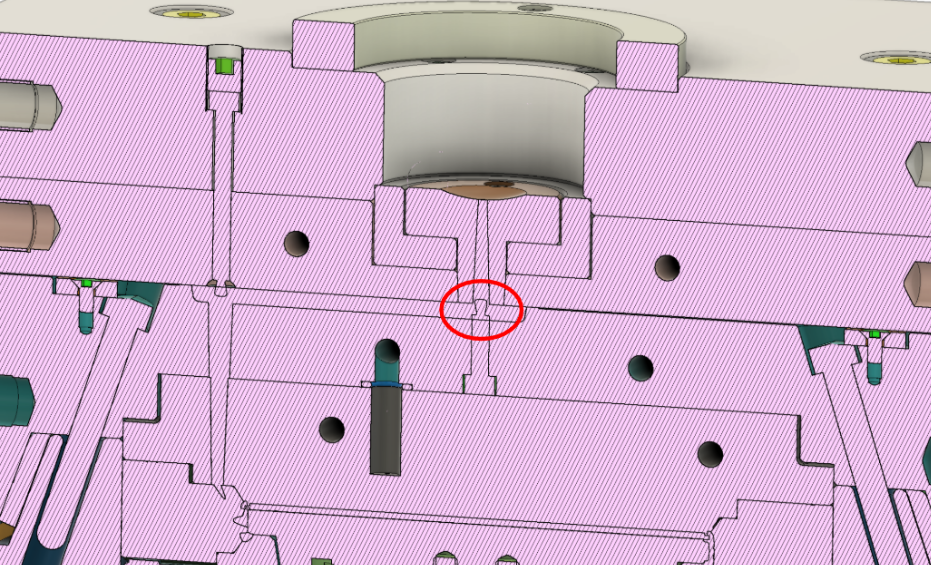
Emplacement et taille de la porte
- Le type et l'emplacement des barrages suivants sont privilégiés. Des écarts sont possibles sur demande ! L'aspect le plus important est qu'il doit être amovible avec une coupe automatique. Il est préférable de pouvoir le casser à la main, mais ce n'est pas strictement nécessaire.
- En fonction de l'épaisseur de la plaque, le côté de la porte préféré est de 14 mm x 1,2 mm.
Aspiration par le vide
Pour fixer la plaque arrière dans le moule jusqu'à ce que le co-moulage ait lieu, nous aimerions utiliser l'aspiration par le vide ! Il ne doit pas y avoir de trace résiduelle !
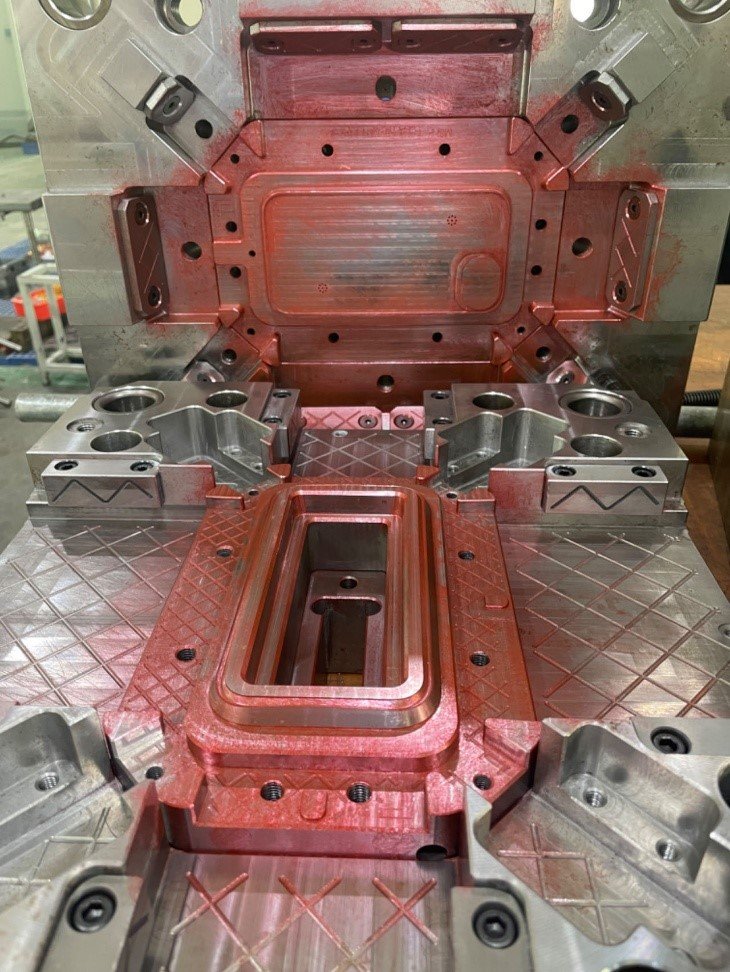
Cadre enveloppant
L'outil d'encadrement renferme la plaque arrière, et le processus de fabrication est réalisé à l'aide de la technologie d'injection par surmoulage !
- Cadre en TPU surmoulé avec plaque arrière en PC !
- Moules séparés pour les cadres mats et transparents !
Résumé général des principaux paramètres définissant l'outil d'encadrement
| Matière première du cadre mat | Huafon TPU HF-3190A Natur - 90-95 Shore A |
| Rétrécissement | Pièce sans retrait dans le dessin du moule 3D - (selon la fiche technique fournie) |
| Spécialité | Surmoulage avec plaque arrière en PC |
| Nombre de cavités | 1 |
| Machine à injecter | 420C |
| Système d'injection | Système de canaux froids |
| Exigence de surface de mat cadre | YS11000 |
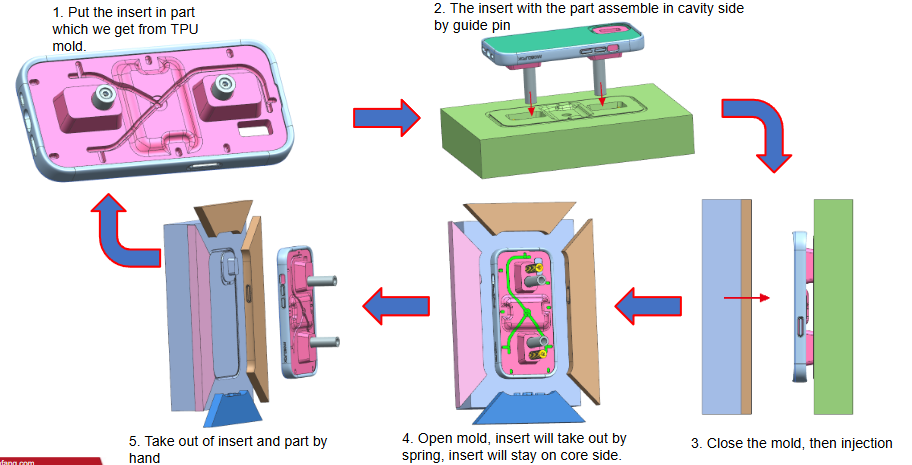
Les points particuliers du moule d'injection de cadre sont l'éjection et le canal d'injection. Comme nous avons besoin d'une production automatique pour la chaîne d'injection à froid à 3 plaques, la chaîne d'injection est également élastique.
La difficulté pour le moule du cadre est que la ligne de séparation a toujours des exigences strictes pour les grandes marques. Le cadre en plastique doit comporter au moins 4 glissières, parfois même 8 glissières pour certaines marques. Toutes les glissières doivent être polies miroir à l'aide d'un gabarit spécial, de sorte qu'il n'y ait pas d'étape avant la texture.
- Chute intérieure X
L'outil dropX renferme la plaque arrière + le cadre, et le processus de fabrication est réalisé à l'aide de la technologie d'injection par surmoulage !
- TPE dropX surmoulé avec plaque arrière en PC + cadre en TPU !
Résumé général des paramètres clés de l'outil dropX
| Matières premières | Huafon TPU HF-1070APU-2 Natur - 70 Shore A |
| Rétrécissement | Pièce sans retrait dans le dessin du moule 3D - (selon la fiche technique fournie) |
| Spécialité | Surmoulage avec plaque arrière en PC+cadre en TPU |
| Nombre de cavités | 1 |
| Machine à injecter | 420C |
| Système d'injection | Système de canaux froids |
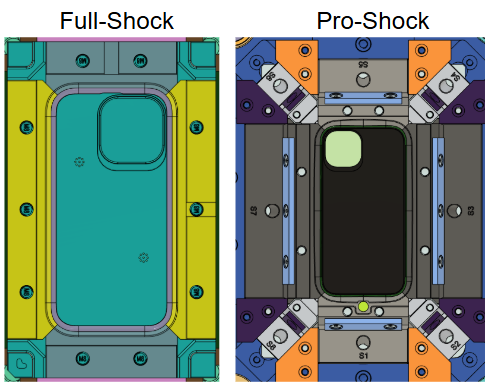
Section CMF de FULL-SHOCK dropX
La structure de la surface de la couche antichoc dropX dépend du type de boîtier Full-Shock. La couche TPE dropX blanche polie est utilisée pour les cadres mats. Cependant, cela peut varier occasionnellement. Dans tous les cas, il est nécessaire de vérifier en détail le CMF spécifique joint.
Conception et préparation des moules
Notre équipe utilise UG pour créer des modèles 3D précis. Nous nous concentrons sur chaque détail, en veillant à ce que les cavités du moule pour la plaque arrière en PC, le cadre en TPU et le Drop X intérieur en TPU répondent à des normes strictes.
Des fraiseuses de haute précision sont utilisées pour créer des caractéristiques complexes telles que des découpes de caméra et des trous de bouton, avec des tolérances aussi faibles que 0,005 mm. Des canaux de refroidissement conformes sont intégrés dans la conception du moule pour assurer un refroidissement uniforme, réduire le temps de production et éviter les déformations ou les marques d'enfoncement. Avant l'injection, les moules sont soigneusement nettoyés et préchauffés pour garantir une parfaite adhérence des matériaux.
Un contrôle de qualité rigoureux chez Elite Mold Tech
Le contrôle de la qualité est au cœur de notre processus de fabrication. Nous adhérons à des normes internationales strictes telles que la norme ISO 9001 et avons mis au point des protocoles d'inspection personnalisés pour le surmoulage des étuis de téléphones portables.
Normes et protocoles d'inspection
Les matières premières sont soumises à une série de tests, notamment des tests d'indice de fluidité, de résistance à la traction et de solidité des couleurs. Pour les pièces moulées, nous fixons des tolérances dimensionnelles strictes. Par exemple, la tolérance sur l'épaisseur de la plaque arrière du PC est de ±0,05 mm et l'alignement des découpes de l'appareil photo est de ±0,1 mm.
Équipement d'inspection avancé
Nous utilisons des équipements de pointe pour les inspections. Les machines à mesurer tridimensionnelles (MMT) dotées de technologies de palpage et de balayage laser mesurent les dimensions avec précision. Systèmes d'inspection optique automatisée (AOI) détectent rapidement les défauts de surface, et l'imagerie par rayons X révèle les défauts internes, garantissant ainsi l'intégrité des liens entre les matériaux.
Analyse des problèmes de qualité et actions correctives
Lorsqu'un problème de qualité survient, nos ingénieurs utilisent des méthodes d'analyse des causes profondes, telles que les 5 pourquoi et les diagrammes en arête de poisson, pour identifier la source du problème. Des actions correctives et préventives (CAPA) sont ensuite mises en œuvre, comme la modification de la conception du moule ou l'ajustement des paramètres d'injection. Des tests supplémentaires sont effectués avant de reprendre la production.
Traçabilité de la qualité
Chaque étui de téléphone possède un numéro d'identification unique, ce qui nous permet de suivre son parcours de production du début à la fin. Ce système de traçabilité nous permet de résoudre rapidement tout problème sur le terrain et de garantir la satisfaction du client.
Après le surmoulage, chaque boîtier est soumis à une inspection visuelle, à des mesures dimensionnelles et à des tests fonctionnels, notamment des tests de chute, de préhension et de compatibilité. Seuls les boîtiers qui passent tous ces tests sont approuvés pour l'expédition.
Surmonter les défis du surmoulage
La fabrication de moules de surmoulage de protection pour téléphones portables haut de gamme comporte des défis, que nous avons surmontés grâce à notre expertise.
- Perfection esthétique: La précision de 0,005 mm de l'usinage du noyau latéral et de l'ajustement du moule garantit des lignes de séparation invisibles et intangibles, ce qui améliore la qualité du produit.
- Assurance qualité: Nos techniciens optimisent chaque aspect du processus d'injection afin d'éviter les coulures et les bavures.
- Conception innovante et efficacité: Des caractéristiques telles que des systèmes de ventilation optimisés et des solutions d'automatisation permettent à nos moules de se démarquer en termes de temps de cycle et de performance.
- Respecter des délais serrés: Notre système de gestion de projet rationalisé garantit que les moules sont produits en masse avant le lancement des téléphones portables, dans le respect des délais impartis aux clients.
Solutions complètes de post-traitement
Outre la fabrication de moules, nous proposons une gamme complète de services de post-traitement, y compris la peinture, l'usinage CNC pour les fentes de chargement sans fil, la sérigraphie et l'usinage de boutons en aluminium. Notre approche globale permet aux clients de gagner du temps et d'économiser des ressources.
Partenaire d'Elite Mold Tech
En vous associant à Elite Mold Tech, vous avez accès à une expérience de fabrication de premier ordre. Nos solutions éliminent les inefficacités liées aux moules, ce qui permet de réduire les coûts et d'augmenter la productivité. Que vous soyez une startup ou une marque établie, faites le premier pas vers une fabrication supérieure d'étuis pour téléphones portables avec nous en nous contactant par contact@elitemoldtec.com ou whatsapp : 008615019487110
Découvrez quelques-uns de nos étuis sur les moules pour étuis de téléphone ici